Every step — from washing to drying — runs on high-precision automation.No human contact. No contamination. No inconsistency.
What this ensures:
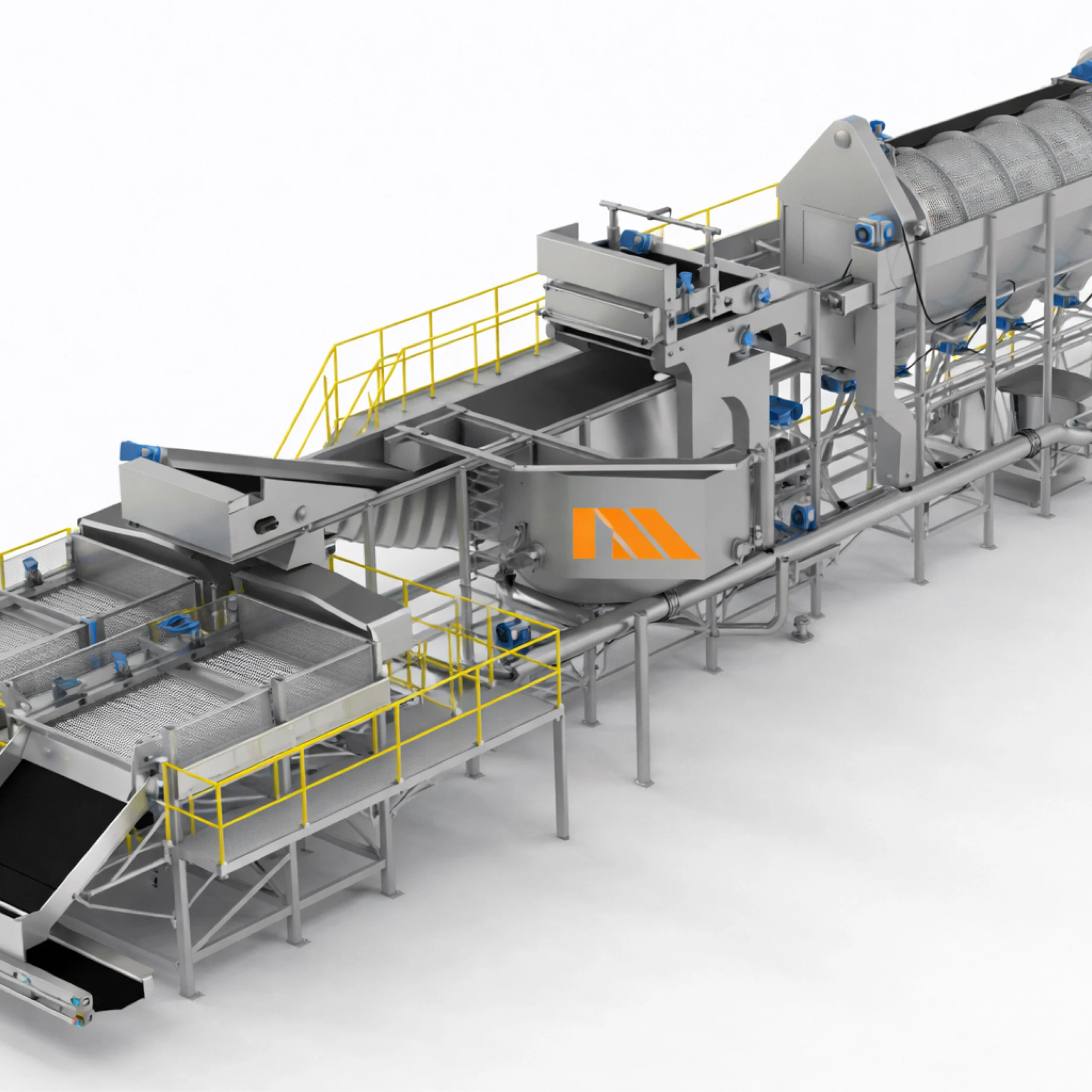
Our processing floor is powered by advanced Dutch-engineered potato processing machines, built for accuracy and stability.
We use TOMRA steam peeling systems to remove potato skins efficiently while preserving yield and quality.
Why this matters:
This step plays a critical role in achieving stable flake structure and clean taste.
Why drum drying matters:
A dedicated drum drying visual will be showcased here.
Before drying, potatoes pass through a high-pressure steam cooker and then into a uniform mashing system.This stage ensures the smoothness, purity, and consistency that define Grover flakes.
Our AutoTrax tumbling systems ensure uniform movement, mixing, and flow of product during critical processing stages.
Benefits:
This helps maintain flake integrity at industrial scale.
Quality verification doesn’t wait until dispatch. It happens in real time.
Our in-house lab conducts regular checks on:
Only batches that meet defined parameters move forward.
Our plant is built to deliver industrial-level reliability:
Our automation allows for faster fulfilment, stable delivery schedules, and consistent quality — even for global bulk buyers.
Every batch can be traced back to:
This gives global customers complete transparency and food safety assurance.
Our manufacturing systems are designed to reduce environmental impact:
Sustainability here is engineered — not symbolic.
WhatsApp us